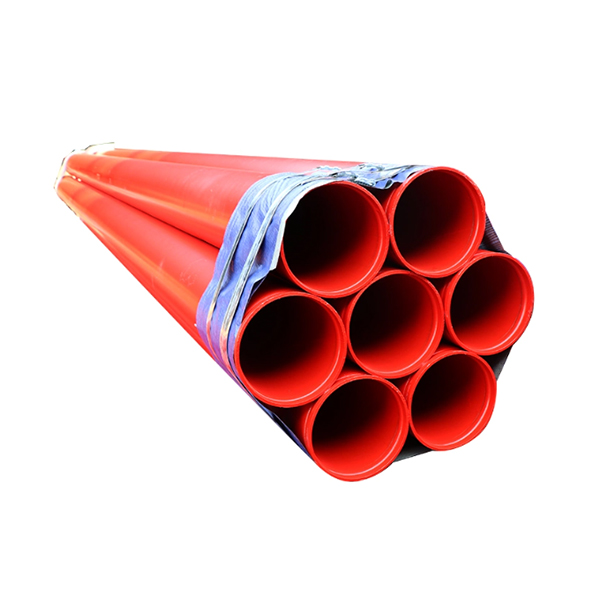
Layin iskar gas mai rufi PIPE API mai hana wuta ba shi da matsala



Wuta mai rufi filastik bututu, Tare da madaidaiciya ko madaidaicin bututun ƙarfe a matsayin bututun tushe, bangon waje yana rufe shi da murfin foda na thermosetting tare da babban mannewa, juriya mai tasiri, juriya na lalata da juriya na yanayi, kuma bangon ciki yana da rufin thermoplastic foda tare da babban shafi. mannewa, juriya na lalata da tsaftar abinci.
Yin amfani da sandblasting sinadaran sau biyu pretreatment, preheating, ciki shafi, m shafi, curing, post magani da sauran matakai, Ya sanya daga ruwa wadata roba mai rufi hada karfe bututu, shi ne gargajiya karfe roba bututu, galvanized bututu inganci irin kudin-tasiri kayayyakin.Samfura ta hanyar kayan aikin ginin sinadarai na ƙasa na gwajin ƙwararrun ƙwararrun gobara.
Matsalolin lalata da ƙumburi na bututun ƙarfe na gama gari a cikin aikin binnewa da jigilar ruwa an warware su ta hanyar amfani da murfin filastik zuwa bututun ƙarfe ko bututun galvanized.An kawar da abin da ya faru na toshe bututu da toshewar feshi, kuma an inganta rayuwar sabis na bututu.Rayuwar sabis na bututun ƙarfe mai rufi ya fi shekaru 50.A foda shafi na roba karfe tube kara harshen wuta retardant da modified epoxy guduro foda, da zazzabi juriya na shafi ne m, kuma ba ya ƙone ko taushi a cikin dogon lokaci amfani.Rufe filastik karfe bututu yana da duka babban ƙarfin talakawa karfe bututu da anti-lalata Properties na roba man shafawa kayayyakin.Ayyukan matsi na samfurin ya kai 0-5.0mpa.
Bututu Mai Rufe Wuta, Fuskar Bututu
Haɗin zaren don: DN15-DN100
Haɗin tsagi don: DN65-DN400;
Haɗin walda na Bimetal don: DN100-DN800
Haɗin Flange ya dace da: dace da kowane caliber;
Haɗin walda ya dace da: dace da kowane diamita;
Bututun Robo Mai Rufe Wuta, Amfanin Zazzabi
0 ~ 110 digiri na dogon lokaci amfani.
Bututu Mai Rufe Wuta, Rufin Kauri
Tsakanin microns 100 da 500 microns, yawanci 350 microns.
Bututun Filastik mai Rufe Wuta, Abubuwan Samfur
1. Lafiya mara guba, babu scaling, babu kiwo na microorganisms, tabbatar da ingancin ruwa
2. Mai jure wa lalata sinadarai, ƙasa da ƙwayoyin ruwa, tsiri cathodic
3. A shigarwa tsari ne balagagge, dace da sauri, da kuma dangane da talakawa galvanized bututu ne guda
4. Kyakkyawan juriya na yanayi, dacewa da yanayi mai tsauri kamar hamada, gishiri da alkali
5. bangon bututu mai laushi, inganta haɓakar isarwa, tsawon rayuwar sabis
Wuta Mai Rufe Bututun Filastik, Hanyar Ganewa
Dubawa na gani
Duban gani da gani ingancin bututun ƙarfe mai rufi, kuma sakamakon gwajin zai bi ka'idodin 5.1.
Auna kauri
Ana ɗaukar sassan giciye guda biyu na tsayi daban-daban daga duka ƙarshen bututun ƙarfe mai rufi.A kowane sashe na giciye, kauri mai rufi a kowane maki huɗu kai tsaye da ke tsaka da kewaye ana auna shi tare da ma'aunin kauri na lantarki.Sakamakon gwajin zai dace da tanadi na 5.4.
Gwajin Pinhole
Tsawon samfurin sashin bututu yana da kusan 1000 mm.Ana duba rufin bututun ƙarfe ta hanyar gano ɓarna mai walƙiya a ƙarƙashin ƙayyadadden ƙarfin gwaji.Kauri kauri bai wuce 0.4mm, ƙarfin gwajin shine 1500 V, kauri mai rufi ya fi 0.4mm, ƙarfin gwajin shine 2000 V. Duba ko an haifar da tartsatsin lantarki kuma sakamakon gwajin yakamata ya dace da 5.5.
Gwajin mannewa
Za a gudanar da gwajin adhesion bisa ga 7.4.2 na CJ/T 120-2008, kuma sakamakon gwajin zai dace da 5.6.
Lankwasawa gwajin
Lanƙwasa gwajin ga mai rufi karfe bututu DN≤50mm.Tsawon samfurin sashin bututu shine (1200 ± 100) mm.
A zafin jiki na (20± 5) ℃, 8 sau na maras muhimmanci diamita na karfe bututu a matsayin radius na curvature, lankwasawa Angle na 30O, lankwasawa a kan bututu lankwasa ko mutu.Lokacin lankwasawa gwajin, babu wani filler a cikin bututu, kuma weld yana a gefen babban lanƙwasawa.
Bayan gwajin, yanke samfurin daga tsakiyar baka mai lankwasa don duba rufin ciki, kuma sakamakon gwajin ya kamata ya dace da tanadi na 5.7.
Gwajin lallashi
DN> The 50 mm mai rufi bututu karfe za a matsa.Tsawon samfurin sashin bututu shine (50± 10) mm.
A zafin jiki na (20± 5) ℃, samfurin an sanya shi tsakanin faranti biyu kuma an matsa shi a hankali a kan injin gwajin matsa lamba har sai nisa tsakanin faranti biyu ya kasance kashi hudu cikin biyar na diamita na waje na samfurin.Ƙunƙarar ɗinkin bututun ƙarfe mai rufi ya kasance daidai da alkiblar aikace-aikacen lodi.Bayan gwajin, za a bincika murfin ciki kuma sakamakon gwajin zai dace da 5.8.
Gwajin tasiri
An yanke samfurin kimanin 100 mm a tsayi daga kowane matsayi na bututun ƙarfe mai rufi, kuma an gudanar da gwajin tasiri bisa ga tanadi a cikin Table 2 a zafin jiki na (20 ± 5) ℃ don lura da lalacewar ciki na ciki. .A lokacin gwajin, weld ɗin zai kasance a cikin kishiyar tasirin tasirin tasirin, kuma sakamakon gwajin zai bi ka'idodin 5.9.
Tebur 2 Yanayin gwajin tasiri
Diamita mara kyau DN
Mm nauyin guduma, tsayin faɗuwar kg, mm
15-251.0300
32 ~ 502.1500
80 ~ 3006.31000
Na'urar gwajin tasiri
Gwajin Vacuum
Tsawon samfurin sashin bututu shine (500 ± 50) mm.Yi amfani da matakan da suka dace don toshe mashigai da fitarwa na bututu, kuma a hankali ƙara mummunan matsa lamba daga mashigar zuwa 660 mm hg, kiyaye shi don 1 min.Bayan gwajin, duba murfin ciki, kuma sakamakon gwajin ya kamata ya bi ka'idodin 5.10.
Gwajin zafin jiki mai girma
Tsawon samfurin sashin bututu ya kasance (100 ± 10) mm.An sanya samfurin a cikin incubator kuma yayi zafi zuwa (300± 5) ℃ na 1 h.Sa'an nan kuma an cire shi kuma an sanyaya shi ta dabi'a zuwa yanayin zafi na al'ada.Bayan gwajin, fitar da samfurin kuma duba rufin ciki (an ba da izinin bayyanar duhu da duhu), kuma sakamakon gwajin ya kamata ya bi 5.11.
Gwajin ƙarancin zafin jiki
Samfurin sashin bututu ya kasance na (100±10) mm cikin girman da tsayi.An sanya samfurin a cikin ɗakin cryogenic, sanyaya zuwa (-30 ± 2) ℃ kuma an ajiye shi a yawan zafin jiki na 1 h.Sannan an cire shi kuma a sanya shi a zazzabi na (20± 5) ℃ na (4-7) h.A ƙarshen lokacin gwajin, za a fitar da samfurin don bincika rufin ciki, kuma za a yi gwajin adhesion bisa ga tanadi na 6.4, kuma sakamakon gwajin zai dace da tanadi na 5.12.
Gwajin zagayowar matsi
Tsawon samfurin sashin bututu ya kasance (500± 50) mm.An yi amfani da matakan da suka dace don toshe hanyar shiga da fitarwa na bututu, kuma an haɗa bututun tare da tsarin samar da ruwa.An cika ruwa don cire iska, sannan 3000 a madadin gwaje-gwaje na hydrostatic daga (0.4 ± 0.1) MPa zuwa MPa an gudanar da su, kuma lokacin kowane gwajin bai wuce 2 s ba.Bayan gwajin, za a bincika murfin ciki kuma za a yi gwajin adhesion bisa ga tanadi na 6.4, kuma sakamakon gwajin zai dace da tanadi na 5.13.
Gwajin zagayowar yanayin zafi
Tsawon samfurin sashin bututu ya kasance (500± 50) mm.An sanya samfuran na sa'o'i 24 a kowane zafin jiki a cikin tsari mai zuwa:
(50± 2) ℃;
(-10± 2) ℃;
(50± 2) ℃;
(-10± 2) ℃;
(50± 2) ℃;
(-10± 2) ℃.
Bayan gwajin, an sanya samfurin a cikin yanayi mai zafin jiki na (20± 5) ℃ na sa'o'i 24.An duba murfin ciki kuma an yi gwajin adhesion bisa ga tanadi na 6.4.Sakamakon gwajin ya kamata ya dace da tanadi na 5.14.
Gwajin tsufa na ruwa mai dumi
Girman da tsayin samfurin sashin bututu yana da kusan 100 mm.Abubuwan da aka fallasa a duka ƙarshen ɓangaren bututu ya kamata a bi da su tare da anticorrosion.Ya kamata a jiƙa sashin bututu a cikin ruwa mai narkewa a (70± 2) ℃ na kwanaki 30.
Ƙayyadaddun bayanai
| Wutar roba mai rufi | |||||
| OD (mm) | WT (mm) | OD (mm) | WT (mm) | OD (mm) | WT (mm) |
| 219 | 4-8 | 558.8 | 4-12 | 914.4 | 8-16 |
| 273 | 4-8 | 609.6 | 4-12 | 965.2 | 8-16 |
| 325 | 4-8 | 630 | 4-12 | 1020 | 8-16 |
| 377 | 4-8 | 711.2 | 4-13 | 1220 | 8-16 |
| 406 | 4-12 | 720 | 8-13 | 1420 | 8-20 |
| 426 | 4-12 | 762 | 8-14 | 1620 | 8-20 |
| 478 | 4-12 | 812.8 | 8-14 | 1820 | 8-20 |
| 508 | 4-12 | 863 | 8-14 | 2020 | 8-20 |
Nuni samfurin